
专注激光打标、焊接、切割以及非标定制化设备20年
一站式激光设备及生产工艺解决方案提供商
一站式激光设备及生产工艺解决方案提供商


24小时客服电话:13377770232
免费热线:400-098-0198
免费热线:400-098-0198





激光器参数解析 如何精确选择激光产品?...
模具类别 常用模芯材质 一般淬火硬度 塑胶模具 S136,NAK80(预硬),718,738,8407,P20,231...
深窄槽补焊时应尽量调小光斑可以使用台谊焊机的光斑缩小微调装置。调节时顺时针到底即可,作用是调...
1、模具不用摆斜,用焊丝贴住模边,用激光使之半熔化并贴在模边上,之后再正常补焊,此方法可以防止...
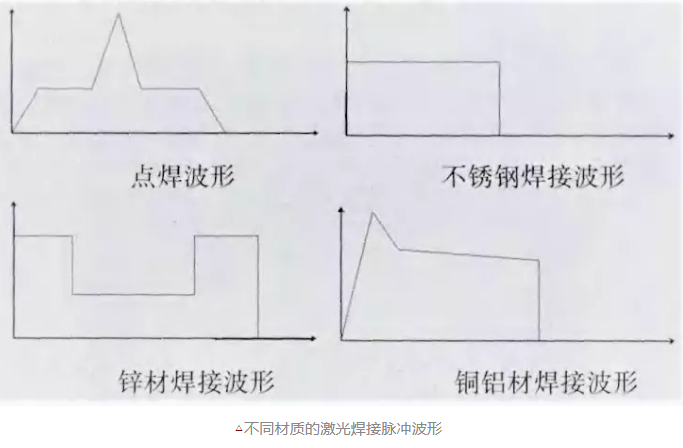
钢材模具时,常用的参数为:电流100~130,脉宽5~8,频率3~7。焊铍铜和铝,参数约为:电流150~17...
1、补焊时要把握焊丝的熔化程度,当熔化程度不好时,要调高加工参数,直到熔化充分;但不适合把参数...
激光打标机价格是由设备配置来确定的,而配置是根据产品的要求确定,但是无论哪一款产品,同品质情...
CO2激光打标机,也叫二氧化碳激光打标机;...
光纤激光打标机用途非常广泛,打标材质包括金属和80%塑料;...
110×110mm...
一、影响光纤激光打标机的主要因素分为内部因素和加工工件两方面因素。内部因素主要是激光器的结构...
排除方法:故障一:电源指示灯不亮故障原因:电源线没接好,电源指示灯已坏;处理方法:接好电源线...
从外观上来将,激光焊接是采用激发物质的潜能,这个是对人体没有伤害的,并不是采用什么化学物质的...
激光焊接机有两种不同的方法或该能量可以从激光器传送到焊接材料的模式。 取决于功率密度,...
刺的产生不是因为激光切割机本身存在质量问题,而是由于操作人员错误的操作方式或者切割机的保养、...


服务热线
400-098-0198
0769-81661658
公司地址
国 内 地 址:广东省东莞市大岭山镇鸡翅岭雅迪路一号
国 际 地 址:印度古吉拉特邦






















































